Začátek letošního roku bychom rádi zahájili netradičně - seriálem, který postupně představí vyspělé moderní informační systémy i zajímavá dílčí IT řešení určená českým a slovenským podnikům. V první části nabízíme pohled na jednu z vlajkových lodí společnosti Infor Global Solutions - Infor ERP SyteLine. Protože je tento systém určený zejména průmyslovým podnikům, zaměříme se v našem článku na podrobnou charakteristiku jeho možností v oblasti plánování a řízení výroby. Nebude chybět ani vysvětlení důležité terminologie slovy dodavatele, a to formou několika příkladů.
Podkapitoly seriálu
Podpora štíhlé výroby
SyteLine APS dodržuje principy štíhlé výroby. Typickým představitelem je nakupovaná položka, která není na skladě. Systém podle průběžné doby navrhne nejpozdější možný termín uvolnění objednávky – vytvoří tedy zásobu až v okamžiku, kdy je to nezbytné. Do doby uvolnění mohou přijít další zakázky, které potřebují stejnou položku. Požadavky se tak kumulují a místo několika nákupních objednávek se vytvoří pouze jedna na vyšší množství. To vede ke snížení administrativních nákladů nebo také k možnosti získat množstevní slevy.
U nakupovaných položek je průběžná doba daná v systému na úrovni jednotlivých položek.
Na obr. 1 je zobrazeno omezení, z něhož vyplývá, že operaci 20 nelze zahájit dříve. Předcházející operaci 10 je však možné zkrátit. Z hlediska štíhlé výroby totiž není žádoucí zahájit operaci 10 (vydat materiál) s předstihem, který by znamenal např. dvoutýdenní skladování. Je třeba vyčkat do okamžiku, kdy bude nezbytné materiál uvolnit tak, aby mohla následovat operace 20. Optimalizaci doby uvolnění požadavků umožňuje právě třetí optimalizační zpětný běh (viz optimalizační zpětný běh na obr. 1).
Při porovnání APS s tlačným systémem MRP II vidíme výrazný rozdíl u plánování vyráběných položek. U nich se totiž průběžná doba výroby vždy počítá, a to na základě technologického kusovníku a aktuálního vytížení kapacit na jednotlivých operacích dle požadovaných zdrojů. Průběžná doba výroby se pak zaplánováním dalších zakázek může měnit. U stejné položky to může být týden, ale s dalším zaplánováním a zaplněním kapacit, to může být třeba i měsíc.
APS systém na rozdíl od MRP II dynamicky propočítává plán podle definovaných pravidel, čímž se snaží vzhledem k dostupným kapacitám minimalizovat průběžnou dobu výroby.
Pevnou dobu používá pouze v případě, že plánovač do systému zadá, aby se daná položka plánovala např. týden a nastaví se tedy stejně jako v případě MRP II. Systém pak ale nezohledňuje dané kapacity, ty jsou plně ponechány k operativním zásahům pracovníka.
APS nerozděluje plánování na fáze, jako je tomu u MRP II. Ověření materiálu i kapacit zpracovává v jednom kroku. Zjišťuje tedy kapacity, a to tak, aby disponoval potřebným materiálem. Pokud nejsou obě podmínky splněny, pak systém dále neplánuje.
APS systém funguje tak, že při přeplánovaní již potvrzené příkazy nebere v úvahu a plánované jakoby vymaže a znovu zaplánuje vše, co je třeba. Systém APS má dva typy zaplánování:
- globální – přeplánují se všechny požadavky, zakázky (zpravidla jednou denně, v nočních hodinách), kdy dochází k optimalizaci.
- zaplánování jedné zakázky – nástroj, který používají nejvíce obchodníci pro ověření termínu. Plánuje se pouze jedna zakázka do volných kapacit. Neprobíhá tudíž optimalizace oproti ostatním zakázkám – ty se tedy nepřepočítávají. Výsledek, resp. vrácený termín dané zakázky je reálný, jednoduše realizovatelný, který se může globálním zaplánováním jenom zlepšit.
APS ctí zásady štíhlé výroby, bere v úvahu jak dostupnost kapacit, tak i materiálu současně.
Práce se zdroji v SyteLine APS
V rámci struktury technologického kusovníku jsou kromě standardních údajů (normy, doba nastavení, doba přesunu z předchozího pracoviště) ke každé jednotlivé operaci definovány požadavky na zdroje z jednotlivých skupin zdrojů. Zdroje mají abstraktní formu, nejsou v systému přesně dané. Představují je jak lidé nebo strojní zařízení, tak i např. formy, přípravky či montážní prostory.
V časových horizontech je možno nahlížet na zdroje buď jako na omezené či neomezené, neboť v plánovacím období například jednoho měsíce je lze na rozdíl od týdenního plánu měnit.
Plánování určitých zdrojů je možno nastavit jako finitní a ostatní jako infinitní. Na počátku je vhodné nastavit jako finitní pouze kritické zdroje. Systém využívá pokročilejší řídící koncept než je DBR, jelikož počítá s úzkými místy, které pokaždé propočítává na všech úrovních.
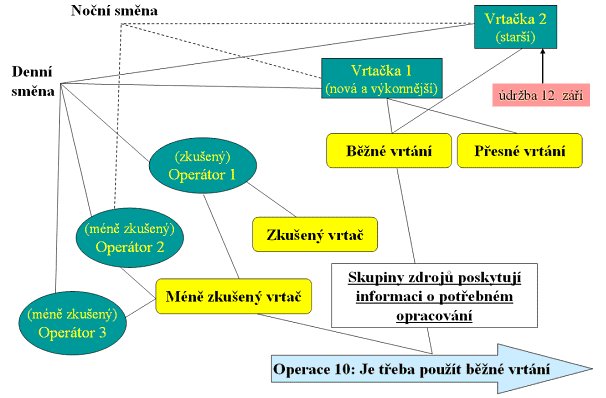
Příklad: Máme tři zdroje typu pracovník – operátor, dva zdroje typu stroj – vrtačka. K tomu máme definovány periody dostupnosti (směny – noční, denní). Zdroje jsou na tyto periody propojeny (např. všichni operátoři pracují na denní směně, pouze operátor č. 2 i na noční směně, vrtačky se pak používají na obou směnách).
Zdroje mohou mít navíc různé schopnosti (např. operátor č. 1 – schopnější, zkušenější, vrtačka č. 1 – nová, výkonnější s vyšší přesností, vrtačka č. 2 – starší, s kratší životností). Aby bylo možno tuto skutečnost zobrazit v modelu zdrojů, zavádí se termín skupina zdrojů. Zdroje jsou podle vlastností zařazeny do skupin zdrojů (u operátorů např. skupiny Zkušený vrtač, Méně zkušený vrtač, u vrtaček např. skupiny Běžné vrtání, Přesné vrtání). Přiřazení do skupin zdrojů zajišťuje plánovač.
Jednotlivé skupiny v modelu zdrojů lze definovat tak, že např. do skupiny Zkušený vrtač můžeme zařadit zkušeného operátora a do skupiny Méně zkušený vrtač můžeme přidělit nejen zbylé dva operátory, ale i toho zkušeného. V případě, že jsou vytíženi dva méně zkušení operátoři a je třeba vykonat práci méně zkušeného vrtače, můžeme využít i toho zkušeného. Z hlediska nastavení priorit je samozřejmě lepší, aby danou práci vykonávali dva méně zkušení a zkušený vrtač by zůstal k dispozici v záloze.
Model zdrojů může být koncipován také tak, že zkušenému vrtači bude přidělována pouze prestižní práce a nebude zatížen ničím dalším. V tom případě by byl členem jen první skupiny zdrojů – Zkušený vrtač. Podobně pak lze koncipovat také řazení vrtaček.
Obr. 3: Model zdrojů
(Klikněte na obrázek pro zvětšení)

Operace nemusí být omezená pouze na jednu skupinu zdrojů. Systém umožňuje definovat i více skupin zdrojů. Může se např. objevit požadavek na operaci přesného vrtání. Pak je potřeba zajistit jednoho nebo více operátorů ze skupiny Zkušený vrtač a jednu nebo více vrtaček ze skupiny Přesné vrtání. Výhodou tohoto přístupu je, že v rámci pracovního postupu či pracovních operací neurčujeme, které konkrétní zdroje budou na operaci přiděleny, ale definujeme požadované vlastnosti. V případě nákupu nové přesné a výkonné vrtačky není třeba procházet pracovní postupy všech položek a kontrolovat, kde by byla použitelná. Zařadí se pouze do dané skupiny zdrojů. Pracovní postup vychází z již nadefinovaných vlastností. Zjednodušuje se tak údržba celého modelu. Přiřazením přesné a výkonné vrtačky do skupiny zdrojů Přesné vrtání se zvýší kapacita v rámci dané vlastnosti.
V rámci modelu zdrojů lze navíc ještě definovat tzv. výjimky směn, které mohou být negativní (plánovaný den údržby stroje) nebo pozitivní (např. práce operátora mimo běžnou směnu v sobotu a neděli). Výjimky je ale nutné do systému zadat, v základní verzi neexistuje žádná automatická vazba či vrstva na propojení s jednotlivými zdroji. Jakmile se zdroji přiřadí výjimka, systém s ní již neplánuje nebo právě naopak – počítá s ní vždy.
Ke každé operaci musí být přidělena minimálně jedna skupina zdrojů. S vazbou 1:1 se při implementaci APS často začíná a až později se přidávají alternativní zdroje. Tato vazba se obvykle vyskytuje u malých a středně velkých podniků, kde disponují pouze jedním zdrojem – např. "automatizovaným strojem", který sám o sobě představuje potenciální úzké místo.
Podkapitoly seriálu
23.01.2007 - Hana Klčová, Petr Sodomka - četlo 138570 čtenářů.